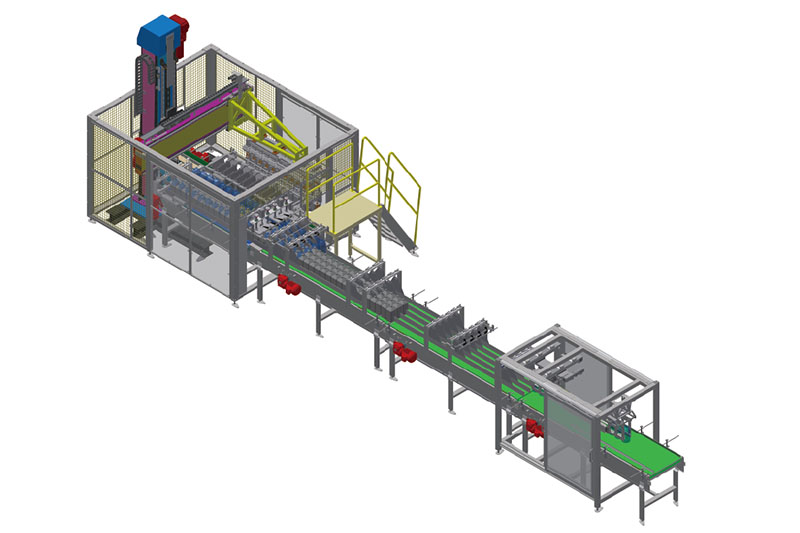
Servokoordinatpakkelinje (med pappskillevegg)

Emballasjeproduksjonslinjen består av en høyhastighetsdeler, en produkttransportlinje, en gripetransportlinje, en Hbot, en dobbeltakslet bevegelsesmekanisme, en esketransportlinje, en deteksjonsmekanisme, en pappskillevegggriper, et pappskilleveggmatingssystem, en servokoordinat, en flaskegriper og et beskyttelsesgjerde. Høyhastighetsdeleren deler produktene inn i flere baner, mens dobbeltakslet bevegelsesmekanisme akselererer produktpassasjen. Etter at produktet ankommer pappskilleveggstasjonen, laster Scar-roboten pappskilleveggen inn i de ordnede produktene. Produktene ankommer sorteringstransportøren. Deretter plukkes produktene av griperen og plasseres i pappesken, og esketransportøren transporterer esken som inneholder produktet ut.
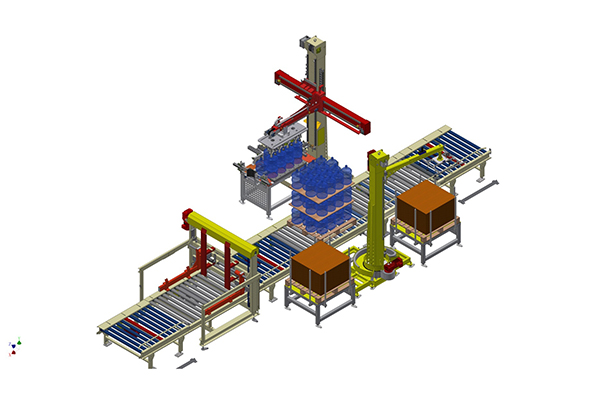
Det komplette pakkesystemets oppsett

Hovedkonfigurasjon
| Robotarm | ABB/KUKA/Fanuc |
| Motor | SEW/Nord/ABB |
| Servomotor | Siemens/Panasonic |
| VFD | Danfoss |
| Fotoelektrisk sensor | SYK |
| Berøringsskjerm | Siemens |
| Lavspenningsapparater | Schneider |
| Terminal | Føniks |
| Pneumatisk | FESTO/SMC |
| Sugeskive | PIAB |
| Peiling | KF/NSK |
| Vakuumpumpe | PIAB |
| PLS | Siemens / Schneider |
| HMI | Siemens / Schneider |
| Kjedeplate/kjede | Intralox/rexnord/Regina |
Beskrivelse av hovedstrukturen




Flere videoprogrammer
- Servokoordinatkassepakker for glassflasker med pappskillevegg